Summary
Often inventory is considered the simplest component of supply chain management that can successfully be managed separately. In fact, the amorphous nature of inventory means it exists in many locations and forms in the demand-supply network and requires a systems approach. This blog examines the role of inventory as “target ending finished goods inventory” (EFGH) within central planning engines or models. Some key takeaways are: (1) Targets place a “temporary” demand on production with different characteristics than regular demand. (2) Targets serve to have the CPE convert capacity into an item asset – converting a “forever lost” (resource capacity) to a bankable (finished good) asset that has very limited flexibility. (3) Targets are often used to counter demand and production uncertainty; however, the combination of sloppy analysis and a blinding obedient CPE will generate a runaway train.
Introduction
More intelligent management of inventory as a fast path to improved performance of an organization’s demand-supply network (DSN) is a continuous theme from trade press to vendors to academic articles. As Arkieva COO Sujit Singh notes it is often a customer’s first observed pain point initiating an effort to improve supply chain management(SCM) from tools to process. A common (but wrong) view is “inventory is simple and self-contained” therefore a great place to start. Often the starting point is a basic analysis of inventory – is it out of balance and risky inventory. This starting point leads to a simple assessment of demand variability using the coefficient of variation (COV) and simple textbook calculations of safety stock. However, once the process begins complexities emerge:
- Demand Versus Predict Variability limits of COV.
- Textbooks make simplifying assumptions.
- Safety Stock for Raw Material.
- Targets and Monitoring.
- Factory cost perspective.
- Sparse (many zeros without a pattern) or intermittent demand drives new methods.
- Inventory is stored at multiple
Perhaps the most challenging “inventory complexity” is wisely using target inventory (for exit products that meet independent demand ) in central planning engines independent of the underlying computational method. This is different than inventory target levels for replenishment execution decisions. The purpose of this blog is to provide some observations to avoid the runaway train. We will first review the basics of CPE and then address the use of target inventory (specifically ending finished goods inventory EFGI) in CPEs. The reader will see the primary business use of these targets are:
- Converting capacity into an item asset – converts this “forever lost” (resource capacity) to a bankable (finished good) asset that has very limited flexibility.
- Targets place a “temporary” demand on production with different characteristics than regular demand.
- If it cannot be met, the requirement is not carried over to the next time period as unmet demand.
- The asset created is available to use in later time buckets to meet demand or other target inventories.
- One of several methods to hedge against demand or production uncertainty.
- Production uncertainty requires working closely with factory planners.
- A substitute for a demand estimate.
- The combination of sloppy analysis and a blinding obedient CPE will generate a runaway train.
- Smart targets require collaboration between supply chain planners and factory planners to harness community intelligence.
- The holy grail assigns two dates to some demands: request date and commit date which has been done successfully.
Basics of Central Planning Engine
Central Planning (figure 1 – CPE structure) is the control point for the flow of material within an organization and focuses on how to best meet prioritized demand and business policy without violating temporal, asset (WIP and inventory), or capacity constraints. Its first goal is intelligent synchronization of the DSN to avoid “on a hunch start a bunch”. “Best” refers to avoiding unnecessary starts or excessive inventory or limiting the number of “high priority” demands not met on time.
A typical CPE (figure 1- Summary of Bakery flow) has input data on starting inventory, demand across time, resources, and methods of production. The CPE operates with a sequence of time buckets or periods – quarterly, monthly, weekly, daily, or a combination. Two key decisions are:
- Production start decisions in a time period – increase the quantity of exit products or items.
- Assigning finished goods to meet demand in a time period – decreases this quantity.
Let us look at the CPE in terms of increase and decrease of finished goods inventory.
- Adding to the total number of exit products or items – finished goods inventory (FGI).
- Staring Inventory.
- Projected inventory (production or purchases already in play).
- Creation of an exit item through purchases.
- Creation of an exit item through manufacturing – that may be multiple levels deep.
- Subtracting from the total number of exit items – finished goods inventory (FGI).
- Assigning inventory (assumes all production and purchases initially put into inventory) to meet demand.
- Discarding items from inventory (aging out or shelf life, yield loss, etc.).
Ending finished goods Inventory (EFGI) is defined as the net between inventory created or inherited for exit items and the consumption of this inventory during a time period. For example in period 1, if the starting inventory for the green shirt is 100 and 1000 are produced, then there are 1100 green shirts available during time period 1 to meet demand. If the demand is 900 and we assign 900 out of the 1100 green shirts to meet this demand, the ending inventory is 200 (1100-900). This ending inventory is available to be used to meet demand in time-period 2 for green shirts. If the demand is 1400, then the unmet demand is 300 (=1400-1100) and the ending inventory is 0. In some situations, the unmet is carried over to period 2 to be met in this time period. In other circumstances, the unmet demand is considered “lost forever”. The EFGI picture from a CPE run for a specific item is a sequence of ups and downs – called the EFGI profile.
Driving regular CPE behavior with regards to EFGI. The goal of a regular CPE is “just in time”, that is build the product item as close as possible to the time period when the demand occurs without risking meeting demand late. Example: Assume we have monthly time periods, and any product started in a period is available this period. If there is demand for 500 green shirts in period 5, the CPE will attempt to start 500 green shirts in period 5 to meet this demand. If there is insufficient capacity to make 500 green shirts in period 5, it will look to produce these green shirts earlier. If there is capacity available in period 2 or period 3, it will start production in period 3 to limit the amount of EFGI. If there was capacity available in period 6, the CPE will take period 2 or 3 over 6, to avoid meeting the demand late. An optimization-based CPE controls this behavior with costs or demerits.
- “Costs or demerits” on inventory and production drive the creation of the asset as late as possible but must obey production requirements such as lot sizing and minimum start quantity.
- Higher costs are placed on failure to meet demand on time then inventory and production cost, driving early build if needed. If demand has different levels of importance, then the cost or demerits on meeting high priority demand late is larger than those of lower priority. For example, firm demand is more important than forecast demand.
Note, some CPEs are not just in time for a good business reason – to keep the factory busy.
CPE and Target Inventory
What does Target Inventory do and mean in a CPE using weekly or monthly buckets (daily is discussed in detail in a future blog)?
From a model structure perspective, the user specifies a target EFGI level specific to an item and time period. For example, the user might set the target inventory level for green shirts in period 5 to be 100 units. The CPE interprets this as a request to an EFGI value for green shirts at the end of period 5 to be 100 (or as close to 100 as possible), but this request has a lower priority than meeting demand on time. All the normal limits on material availability and capacity apply. Typically (but not always), if needed, the CPE can build units of green shirts in earlier time buckets and carry them forward in time to meet this business requirement.
From a business perspective
- It establishes a business requirement for the specific item that at the end of a time bucket the difference between the cumulative number of these items created minus the cumulative subtractions is a certain value (target).
- This extra inventory exits only for a moment in time – at the end of the time period.
- This is done by putting a cost or demerit number of these items below target, where the demerit is less than not meeting demand on time, but greater than the cost to hold inventory and create (produce or purchase).
- What are the possible roles and origins for this extra EFGI? We have these two groups:
- Would have occurred without targets.
- Build ahead due to capacity limits later in time.
- Unused inventory or projected inventory that is hanging around.
- Would not have occurred without targets.
- Decision to convert unused capacity and raw or component material in a given time period into an exit item asset.
- this converts capacity into an item asset, that is from a “forever lost” asset to a bankable asset with limited flexibility.
- Decision to convert unused capacity and raw or component material in a given time period into an exit item asset.
- Would have occurred without targets.
- This “end of period” inventory is immediately useable to meet demand further in time.
- A critical feature – unlike demand driving the conversion of capacity and raw materials to become a finished good, this finished good requirement has different features.
- If it can not be met, the requirement is not carried over to the next time period as unmet demand.
- The EFGI is available to use in later time buckets to meet demand or other target inventories.
Why would we want to convert capacity and materials in a given time bucket to a finished item that the CPE says is not needed at this point in time to balance demand and supply?
- To buffer against uncertainty. Uncertainty comes in two flavors:
- Demand.
- Ability to create (produce or purchase) an item just in time (in the given lead or cycle time).
- To drive the creation of items in the last period(s) of the CPE to build inventory in anticipation of demand or to avoid having to create “fake or forecast” demands in the later time buckets.
An Approach for Demand Uncertainty from the Trenches
For each demand for a given time period break it into groups or clusters based on the “item” and the uncertainty of the group. Create a range of possible demands for this group, estimate the probability of each value, and the consequences of not being able to meet a demand upside.
In Table 1 & 2 we have demand for item AAA for two different customers in time-period 2. The point estimates are 100 and 400. Our business preference is to be able to meet the last-minute demand of 10 for customer 1 and 40 for customer 2. We might capture business preference as a target inventory of 50 for item AAA for time bucket 2. However, on further analysis, we believe the probability of an upside in demand for both firms is low (officially called a joint probability) – perhaps 5%. We may decide to go with a target inventory of 40 (not 50).
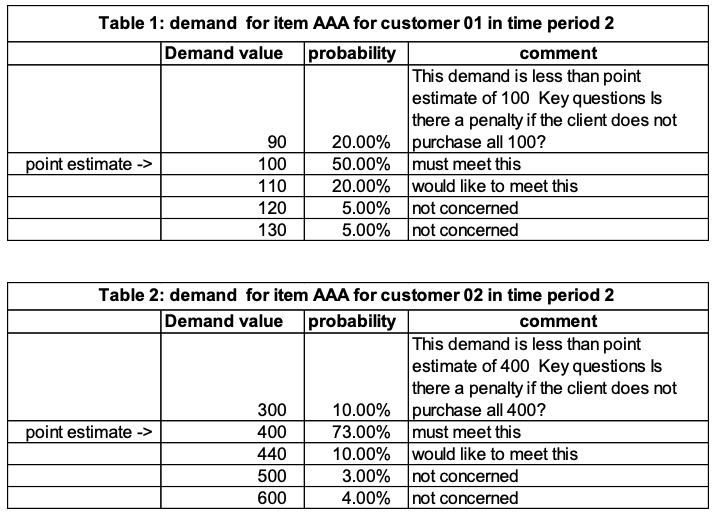
Often this analysis is sloppy – the CPE has no working knowledge of the validity of the estimate but accepts them as gospel – the combination of sloppy and blinding obedience will generate a runaway train.
As we move out in time, the value in hedging bets about demand with target inventory has less and less value. It would be better to take any unused capacity (and raw material if appropriate) in each time period and separately determine what additional items could be produced if demand emerged within cycle time. This converts the unused assets to exit items that can be of value to the decision-maker but does not burden the model and has more flexibility. This is standard practice in some CPEs – referred to as a supply plan.
Far out in time, (the end time buckets), target inventory can be used to drive creation without the need for having a demand statement out in time.
An Approach for Production Uncertainty from the Trenches
Often a firm is interested in “building ahead” to protect against a manufacturing/purchase excursion which reduces the actual ability to create items. A typical rule of thumb might be “it would be good to have 20%” of the demand for next time bucket done in this time bucket. In this case, outside of the model itself, the targets are calculated. The use of the target drives creation earlier if there are assets available (capacity and material) without changing the demand statement. Quite often the typical rule (20%) is not very intelligent. Intelligent estimates require a detailed assessment of the probability of a manufacturing excursion at the resource level. It needs to cover “how long”, probability, and what exit items are impacted. This requires collaboration between supply chain planners and factory planners to harness community intelligence.
Other approaches include:
- Days of supply (DOS) – examine demand estimate across time and attempt to keep inventory to meet the next “x” days of demand in inventory (build early).
- Shorten lead or cycle time for critical demand.
- One alternative is for “critical demand” to shorten the lead or cycle time.
- From experience, this has not worked well.
- Assign two dates to some demands: request date and commit date. The CPE will drive to meet the request date but will never impact a firm’s ability to meet the commit date. Obviously, with monthly buckets, this will have almost no value. It works best with daily buckets. This has been done successfully.
Conclusion
Often inventory is considered the simplest component of supply chain management that can successfully be managed separately from the partners in crime (demand and supply planning). In fact, the amorphous nature of inventory means inventory exists in many locations and forms in the demand-supply network. Each requires due diligence within a systems framework. This blog examines the role of inventory as “target inventory” within central planning engines or models.






