Summary
Arguably the two most important core components of managing the supply chain or demand-supply network (DSN – for bakery example click here) are demand management (DM) and Central Planning (CP). CP is sometimes referred to as master planning or supply planning. DM is focused on developing and quantifying a robust understanding of exit demand for an organization. CP is focused on understanding the impact of the estimated demand on the network to acquire, produce, and deliver exit products to customers. The core computation involves matching assets with demand (MAD) to assess the impact, synchronize the activities of the firm, assess if demand can be met on time, create a projected supply line in support of each demand, and support the ability to identify potential weaknesses in the network and actions to take to “repair” the plan. Historically DM and CP have been unique functions in SCM organizations. In fact, in best in class SCM they are appropriately coupled and are members of the firm’s Decision Grid (A Critical Insight to Successful Supply Chain Planning). This blog will provide some basics about Central Planning.
Primary Core Components of SCM
See: Back to the Basics: What’s the Core Purpose of Supply Chain Management?
Demand Management – Understanding the exit demand, quantity, due date, certainty, and priority of an organization’s products. To achieve successful demand management, it is key to have current data, collaboration, and a wide range of visibility. Best-in-class demand software solutions help organizations achieve these requirements by providing seamless access as needed to key data like ship history, order history, forecast history, and current forecast. As well as the ability to dynamically aggregate and disaggregate the data, implement various forecasting and data analytics methods, and create a collaborative environment. Through effective demand management, an organization can automate the routine aspects of their process, quickly analyze emerging opportunities, and focus on understanding their market to improve responsiveness as opposed to the mechanics of creating the demand estimate.
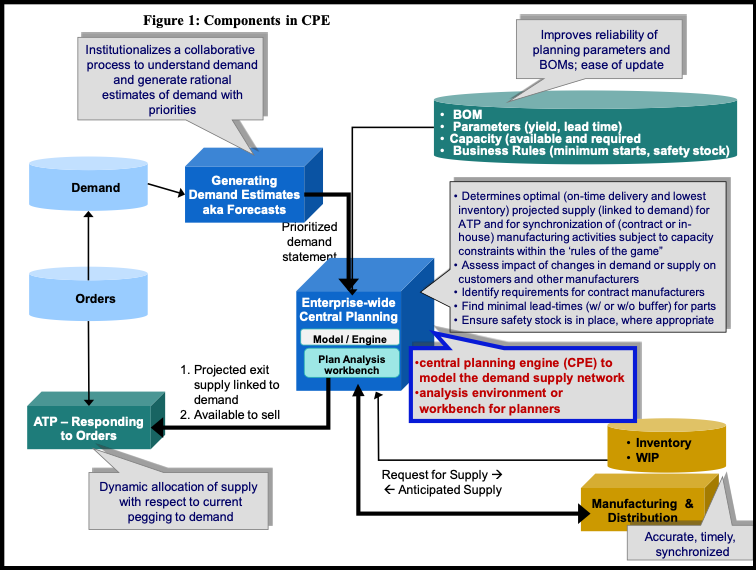
Central Planning – Balances or matches assets such as inventory, resource capacity, and production routes with demand to determine what can be met and how different asset levels impact the projected supply plan linked to demand. There are two main goals: insight for responsiveness and synchronization.
Secondary (but crucial) Components
Analytics Workbench – The real work is the analysis of the source data and model results to ensure the organization is not overcommitted, and more importantly, those opportunities are not missed. This is sometimes referred to as the “repair” process. Key elements of support are basic business analytics and dynamic, or pro-active, analytics.
Available to Promise (ATP) – ATP Focuses on specific commitments to make to customers when an actual order is placed. “Complexity” can range from simply looking at available inventory to complex trade-offs with projected inventory to altering the relative importance of tasks for execution.
Inventory Modeling and Policy – This activity is based on understanding what inventory levels occur simply as a result of the nature of your network as well as locating safety stock to buffer against the inevitable variability in demand and supply. The purpose of setting inventory policies is to manage risk. Inventory models help management understand the risk.
What is Central Planning (CP)?
- Central Planning enables a firm to assess the requirements a set of demands placed on its supply network across time and location. Examples: Raw materials needed, capacity required, product supply (intermediate and exit), met and unmet demand.
- From a functional perspective Central Planning is the control point for the synchronized flow of material within an organization and focuses on how to best meet prioritized demand and business policy without violating temporal, asset (WIP and inventory), or capacity constraints. “Best” means being on the efficient frontier (Lessons from IBM: Supply Chain Efficiency & Smart Planning Engines) – for example, avoiding unnecessary starts or excessive inventory or limiting the number of low priority demands not met on time.
- Central planning essentially creates a “game plan” for the enterprise, which typically has two components: (a) A projected supply line linked to demand and (b) synchronization of the activities of the firm, typically through either starts and intermediary output targets.
What is the Central Planning Engine (CPE), solver, or model?
At its core, the CPE matches assets with demand (MAD) across time to best meet business objectives across a demand-supply network (DSN). This requires “searching and evaluating” different options.
What method/tool to use to build your CPE?
- Rough Cut Capacity Planning (RCCP) – The planner manually makes production starts, allocation decisions quasi-manually, and uses a reasonably simple structure to project its impact.
- Rule-Based Navigation of the Demand-Supply Network (RBN) – mixes traditional Material Resource Planning (MRP) explosion with mechanisms to maintain feasibility and use rules to generate decisions.
- Optimization Based Methods (OBM) aka “Genie Math” – uses search methods from computational optimization (typically Mixed Integer Linear Programming – MILP) to methodically identify and evaluate alternative feasible solutions until an intelligent solution is found with the ability to determine there may be no “great” solution available.
- Others – mix match (b) and (c) or smart algorithms that search along with an MRP type structure. Example Heuristic BCD – also constraint programming.
Which method to use when
There is no simple answer as to which method works best and “which is best” will probably change over time. Your industrial strength CPE expert can help you with this decision.
When to consider optimization-based methods
- If your DSN involves “shared stuff” – capacity, materials, transport
- If your DSN involves demand classes, sweet spots for age, date effective parameters
- If your DSN is large, but not too large
- If your DSN has conditionals, but not too many
It is important to have industrial strength CPE expertise involved at the start of the project.
Read:
An Example of When Optimization Is Helpful in Supply or Central Planning
How to Determine the Best-Fit Plan with Supply Chain Optimization
Lessons over 45 years
- Importance of Agents of Change.
- It is a journey – an ongoing challenge.
- Simple solutions that sound rational at a first look are a dangerous distraction from the real work that needs to be done.
- Complexity exists, whether you recognize it or not; best to recognize it.
- The Importance of Community Intelligence.
References:
Back to the Basics: What’s the Core Purpose of Supply Chain Management?
An Example of when Optimization is helpful in Central Planning
Rough Cut Capacity Planning – A Place to Start
How to Determine the Best-Fit Plan with Supply Chain Optimization
Lessons from IBM: Supply Chain Efficiency & Smart Planning Engines
Only the Shadow Knows – Identifying the Unobvious with Supply Chain Modeling
Central Planning Engines: Lessons from Leibniz
Analytics and S&OP: What is Analytics, and how to spot Buzzwords
Beyond the Supply Chain Maturity Model Buzz
Safety Stock for Raw Materials – A view from the trenches and importance of community intelligence
Is Community Intelligence the Next AI Wave?
Webinar Should I optimize my supply chain planning
Fordyce, K., Wang, C-T, Chang, C-H, Degbotse, A, Denton, B., Lyon, P., Milne, R.J., Orzell, R., Rice, R., and Waite, J., (2011), “The Ongoing Challenge: Creating an Enterprise-wide Detailed Supply Chain Plan for Semiconductor and Package Operations,” chapter 14, pp.313-387 in Planning Production and Inventories in the Extended Enterprise: A State of the Art Handbook, Volume 2, edited by Kempf, Keskinocak, and Uzsoy. Springer. International Series in Operations Research & Management Science, Vol. 152. (ISBN: 978-1441981905)
Fordyce, K., and Milne, R.J., (2012), “The Ongoing Challenge for a Responsive Demand-Supply Network: The Final Frontier—Controlling the Factory,” chapter 3 in Decision Policies for Production Networks, edited by Armbruster, H.D., and Kempf, K. Springer. pp.31-69. (ISBN: 978-0857296436)
Degbotse, A., Denton, B., Fordyce, K., Milne, R.J., Orzell, R., and Wang, C-T., (2013), “IBM blends heuristics and optimization to plan its semiconductor supply chain,” Interfaces. 43(2):130-141 (DOI: 10.1287/inte.1120.0642)
Fordyce, K., Milne, R.J., Wang, C-T., and Zisgen, H., (2015), “Modeling and Integration of Planning, Scheduling, and Equipment Configuration in Semiconductor Manufacturing: Part I. Review of Successes and Opportunities,” International Journal of Industrial Engineering: Theory, Applications, and Practice, Vol. 22, No. 5
Fordyce, K., Milne, R.J., Wang, C-T., and Zisgen, H., (2015), “Modeling and Integration of Planning, Scheduling, and Equipment Configuration in Semiconductor Manufacturing: Part II. Fab Capability Assessment,” International Journal of Industrial Engineering: Theory, Applications, and Practice, Vol. 22, No. 5
Milne, R.J., Wang, C-T., Denton, B.T., and Fordyce, K., (2015) “Incorporating contractual arrangements in production planning,” Computers & Operations Research. 53:353-363. (DOI: 10.1016/j.cor.2014.03.023)
Enjoyed this post? Subscribe or follow Arkieva on Linkedin, Twitter, and Facebook for blog updates.





