Summary
Inventory management (IM) is a critical component of any successful organization where the mechanics of measuring and monitoring inventory involve KPIs, dashboards, and data science. Dashboard and data science have their origins with the emergence of decision support in the late 1970s and early 1980s. See Decision Support Systems: A research Perspective by Peter Keen March 1980 CISR. No. 54
During this time the executives I worked for believed that traditional inventory KPI relying on data was a road to disaster. They firmly believed and implemented inventory targets based on combining “demand-driven” with projection modeling. This blog covers some of those early lessons in that area that are as relevant today as they were in 1982.
Learn More: “How to Improve Your Inventory Management Process with Effective Measurements and KPIs”
Introduction
In the early 1980s when I was working on the first data-driven dashboards and KPIs (although the terms did not exist) one area was inventory management across the production and delivery system (later called supply chain). Many of the standard inventory metrics used today were well known: turns, days of supply, age. etc. The same was true for replenishment decisions. At this time, the executive in charge made clear the traditional KPIs were a road to disaster and the lazy way out. A well-managed business used targets across time to avoid road hazards. Setting the targets required integrating estimated exit demand across time (today called demand-driven) with a model that captured the production and delivery flow (today called the digital twin). We built “models” to estimate the future and used these to set targets to monitor the business. Targets essentially link the two types of inventory management identified last week The Dual Reality of Inventory Management (IM): Stand Alone and Central Planning – Avoiding Data-Driven Disasters. In this blog, we will review some lessons from the 1980s as relevant in today’s “data science” world as they were in the 1980’s world of advanced industrial engineering (AIE).
Demand History and Central Limit Theorem – Danger- Danger Will Robinson
A popular show in the mid-1960s was “Lost in Space” and a famous line was “danger-danger Will Robinson”. This was the term used by the executive in relying on demand history. His logic was simple, I run this business by looking forward, not backward. Demand history may or may not be of value to project future demand, which should be assessed by a robust demand planning process.
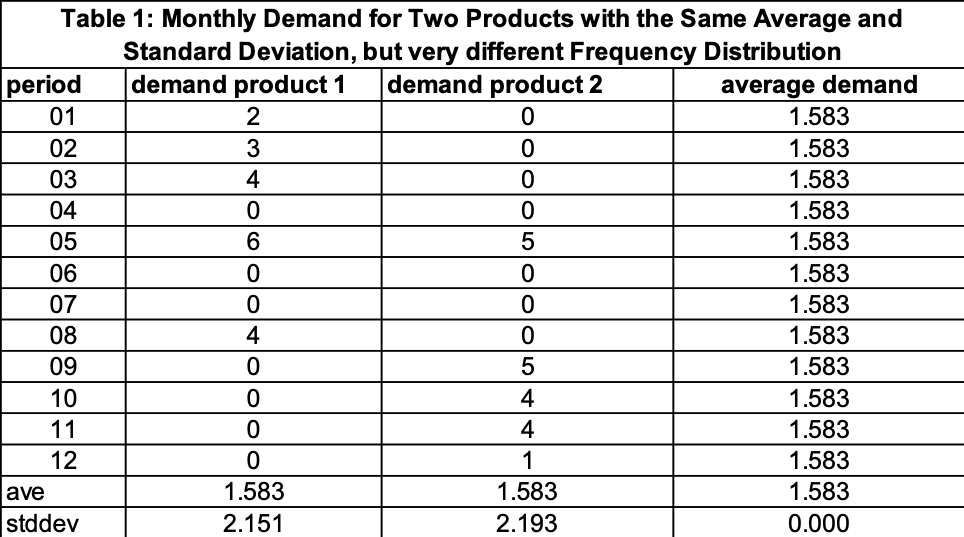
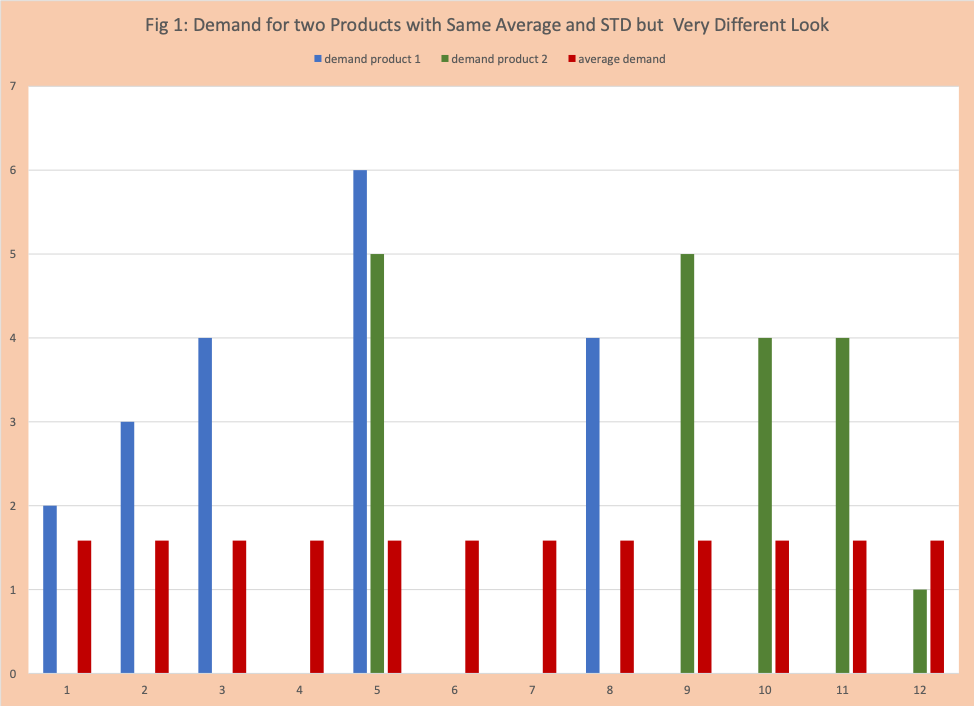
He especially disliked the concept of using the demand average, demand standard deviation, and assuming the central limit theorem could be used to estimate a lower and upper bound. Table 1 and Figure 1 have the historical monthly demand for two products that have the same average and almost the same standard deviation, however, their frequency distribution is very different. He would point out if he managed inventory based on the average then… it would be rude to write what was actually said.
Projected Demand + Projected Inventory + Production Capacity = Targets
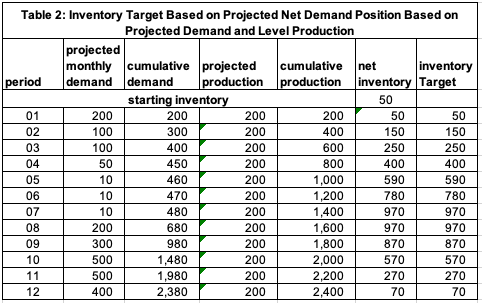
One of his two preferred methods where targets that captured the complexity of the interaction between demand and production that drove inventory. Table 2 is an example. The demand (column 2) comes from the estimated demand. The production starts per month is based on an approach that looks to level production as much as possible. Combining these provides a projected net inventory position which becomes the target inventory to use to manage inventory. This is also displayed in figure 2.
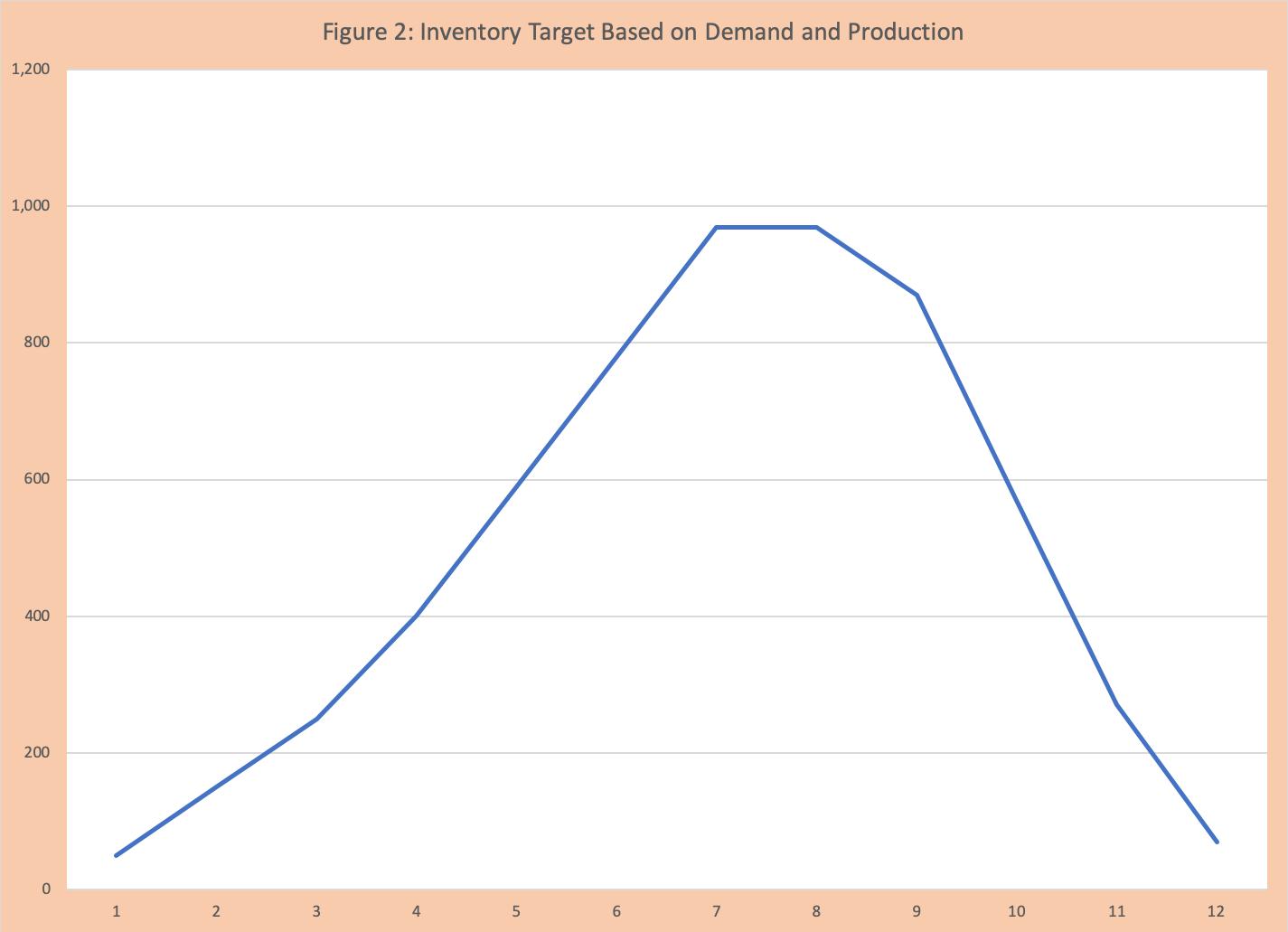
Observe that under most traditional inventory metrics the ramp-up during the middle months would be flagged. In fact, the “regular inventory folks” using data science and standard KPIs would be clamoring to say inventory was out of control costing the firms millions of dollars. In fact, the decision to level production improved yield avoided adding capacity, and naturally provided contingency if the demand materialized sooner.
Intermediary Work in Progress (WIP) Targets
When one thinks of inventory, two types typically come to mind: exit product (example cakes in the bakery example in Figure 1 are also found in our blog Avoiding Data-Driven Disasters) and ingredients (flour). There is a third type that is an intermediary product (cookie dough) – often called WIP. Where the production flow has a number of steps and there is uncertainly in arrivals and services, WIP will be built up; the question is has too much WIP built up indicating a business issue or is the WIP level from the normal ebbs and flows of production? To intelligently set inventory (WIP) targets requires the use of the Operating Curve. It is outside the scope of this blog to cover this topic in detail. You experience this every day with variations in waiting in supermarkets, banks, and takeout food facilities. The classic reference on this topic is Factory Physics. Detailed information can be found in chapter 5 of “Enterprise-Wide Planning Challenges”.
Conclusion
There is a perception that managing inventory with stand-alone practices is the center of the supply chain world and the combination of data science and KPIs is all that is needed for a successful firm. This perception is wrong. Early in the emergence of decision support executives understood the danger in data and simple KPIs. In the material above we provided three clear examples from this time where targets based on demand-driven and production were best in class.
Enjoyed this post? Subscribe or follow Arkieva on Linkedin, Twitter, and Facebook for blog updates.





