Summary
Inventory management (IM) typically has a dual reality in any organization! Stand Alone Inventory Management (SAIM) is the traditional inventory management that immediately comes to mind which includes tasks such as good inventory data and reporting, safety stock, reorder, and measuring the inventory position against KPI. Despite the view that this is the center of the supply chain, SAIM by itself is a path to a data-driven disaster. Avoiding such disasters requires a partner – Central Planning Inventory Management (CPIM) which is a byproduct of best in class Central Planning Engines (CPE) which provides an end-to-end view of the entire demand-supply network enabling CPIM to capture the existence of all inventory, how long it sits idle, why, and how it is used, and creating a projected picture of inventory status across time. This blog will illustrate the importance of both types of inventory management as a background for the next Arkieva Webinar on inventory.
Learn More: “How to Improve Your Inventory Management Process with Effective Measurements and KPIs”
Introduction
Inventory management (IM) typically has a dual reality in any organization. Central Planning Inventory Management (CPIM) and Standalone Inventory Management (SAIM).
CPIM is part of a central planning engine (Planning Production and Inventories in the Extended Enterprise Vol. 2, chapter 14) that supports the end-to-end management of the supply chain or Demand-Supply Network (DSN). Gartner refers to this concept as the ‘digital twin’.
SAIM is a way to approach sourcing, storing, and selling inventory, as explained in operations management textbooks or APICs education material.
Both CPIM and SAIM are critical to the success of any organization. In the best situations, these two functions are very loosely coupled in any firm from the ‘owner of performance’ to the software being used. In the worst situations, these groups compete.
Over the remainder of 2020, Arkieva will continue its series of webinars on standalone inventory management. Our most recent webinar is ‘Striking the Balance Between Over-Stocking and Under-Stocking’, and our upcoming July 29th, 2020 webinar will be ‘How to Improve Your Inventory Management Process with Effective Measurements and KPIs’.
The purpose of this blog is to provide some basic information on CPIM to balance the SAIM focus of these webinars and most importantly position the two so that the oversight of inventory is coordinated.
Basics of SAIM (Standalone Inventory Management)
The core tasks of SAIM are:
- Current State: the accurate knowledge of what products are located where, in what quantity, and what their age is (or when they were created)
- Near Term: the projected state of planned arrivals and departures
- Appropriate inventory history
- Reporting and dashboards
- Establish a business policy for safety stock to buffer against uncertainty in supply (creation and delivery of the new product) and consumption (demand) of the product
- Reorder: – when and how much inventory to order
- Establish metrics or KPI (Key Performance Indicator) for inventory appropriate for business needs such as turns or days on hand, holding costs, or average inventory
Read More: Eliminating Some of The Safety Stock Mystery
Specific to KPIs, there are tons of them floating around. The challenge is what works best for your demand-supply network (DSN). To make this determination requires thoughtful CPIM. Without this, your organization is headed to a data-driven disaster.
Learn More: Avoiding Data-Driven Disasters – Operations Management (OM) to the Rescue
Basics of Central Planning Inventory Management (CPIM)
Demand Management’s Partner in Crime – Central Planning
An organization needs to assess the requirements of a set of demands placed on its supply network across time and location (examples such asrRaw materials needed, capacity required, product supply (intermediate and exit), met and unmet demand. From a functional perspective, it is the control point for the synchronized flow of material within an organization and focuses on how to best meet prioritized demand and business policy (example inventory policy) without violating temporal, asset (WIP and inventory), or capacity constraints. “Best” means being on the efficient frontier (Lessons from IBM: Supply Chain Efficiency & Smart Planning Engines). For example, avoiding unnecessary starts or excessive inventory or limiting the number of low priority demands not met on time.
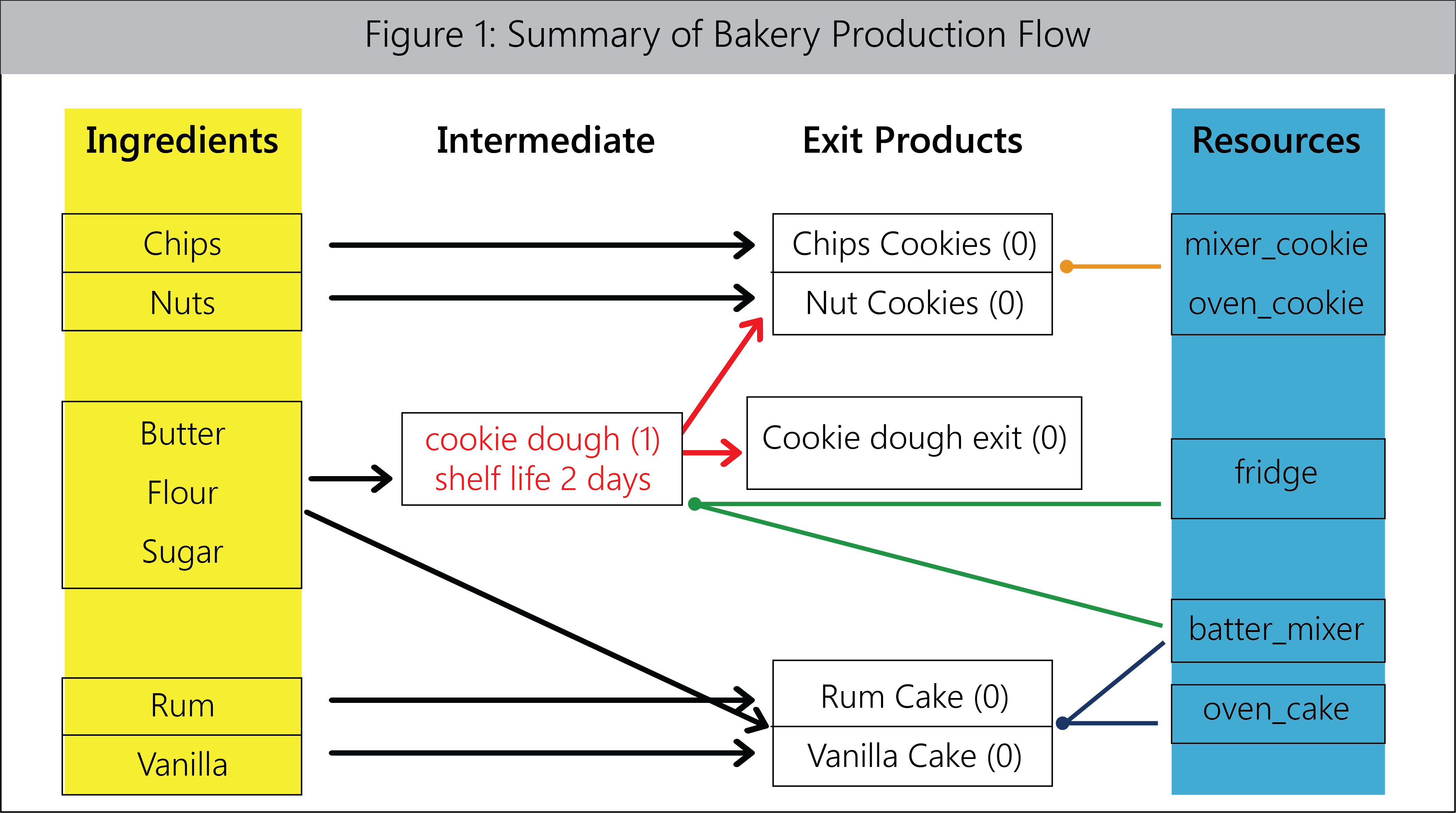
CPIM captures the existence of all inventory, how long it sits idle, why, and how it is used, and creating a projected picture of inventory status across time. Let us use the below bakery model found in figure 1.
(originally posted in Optimization and Central Planning: Compass or Advanced Navigation)
Ingredients are the raw materials consumed to produce exit products. In our bakery example, our ingredients of butter, flour, and sugar are consumed to create cookie dough, an intermediate exit product. From an inventory management perspective, the first thing we notice is there are three types of products that are typically managed differently: Raw Material (ingredients), Intermediate products (cookie dough), and Exit or finished goods products (cookies and cakes).
The CPE results provide the actual and estimated amount of each product across time and what it is used for. The CPE can account for inventory policy, purchase policy, product expiration, and many other factors. It places the inventory actions in the perspective of the core purpose of the business of effectively meeting demand on time and avoiding the data-driven disasters that can occur by blindly following SAIM KPIs.
Why is this perspective needed?
The best in class organizations learned in the late 1990s the importance of CPIM and SAIM. Below are some examples.
- SAIM may have placed limits on the amount of butter to have on hand at any point in time since butter has a shelf life and is costly. The data available to make this decision is typically historical with a focus on cost. The CPE knows about a surge in demand 3 months from now and adding production resources. Two months from now the CPE wants to begin increasing the supply of this raw material on hand, but SAIM is shutting down these purchases. For two weeks this is battled out before it is resolved. The resolution might be not to increase the amount of butter on hand and the subsequent inability to meet demand and the firm’s failure to meet revenue targets – a data drive disaster.
- One typical safety stock policy is days of supply (DOS). In SAIM the DOS is a fixed policy. For a smart CPE, days of supply can be relinquished to meet priority demand. In this situation, SAIM will be all overproduction to make more products that CPIM has already determined has to be given up given capacity restrictions and demand priorities.
- One of the core goals of any central plan is to level production as much as possible on the factory and purchasing. During “a soft spot” in the year, firms will undertake a build ahead for products they are certain will have demand, but the demand is far off in time. SAIM sees a reduction in turns or increase in the age of the inventory and sends out a signal to reduce production or purchases. CPIM is willing to accept the negative impact on inventory KPI to optimize the entire performance of the DSN.
Two other examples can be found in:
Safety Stock for Raw Materials – A view from the trenches and importance of community intelligence
“Optimized” Inventory Forecasting a Co-Product of Optimized Central Planning
Conclusion
There is a view that managing inventory with stand-alone practices is the center of the supply chain world. “If one were to distill supply chain planning to a bare element, the argument can be made that inventory planning is the key.” This is wrong and a potential data-driven disaster. Intelligently managing inventory, especially the trench work of good data and determining inventory policy, is critical. This is an input to central planning that looks to makes sense of the moving parts. CPIM and the management of risk are critical to avoid data-driven disasters. Risk is the key to managing inventory for products with intermittent demand.
Lots of Zeroes? Basic Guidelines to Managing Intermittent Demand – Part 2
Enjoyed this post? Subscribe or follow Arkieva on Linkedin, Twitter, and Facebook for blog updates.