Summary
A reasonable question supply chain folks often ask themselves is ‘What is the relationship between Rough Cut Capacity Planning (RCCP) and Master Production Scheduling (MPS)?’ However, this is the wrong question to ask oneself. The alphabet soup (AS) tools origin is from a time when computational limits governed all modeling and analysis. By the middle 1990s best in class SCM support transitioned to a direct focus on business needs: capacity planning, central planning, and guidance/schedule/dispatch. The right question is ‘How to best implement central planning?’ Some elixirs believe this is a very difficult step. With the right team and focus, there is ample evidence this is not true. Central Planning along with Demand Management are the lynchpins of managing your demand-supply network. It is impossible to do other critical activities from promotion planning to inventory to business strategy without a quality central planning engine (CPE). This blog will address the transition from AS to central planning as best practices and demonstrate that with a firm’s due diligence they can make the transition successfully. This is critical for what-ifs and effective use of optimization.
Introduction
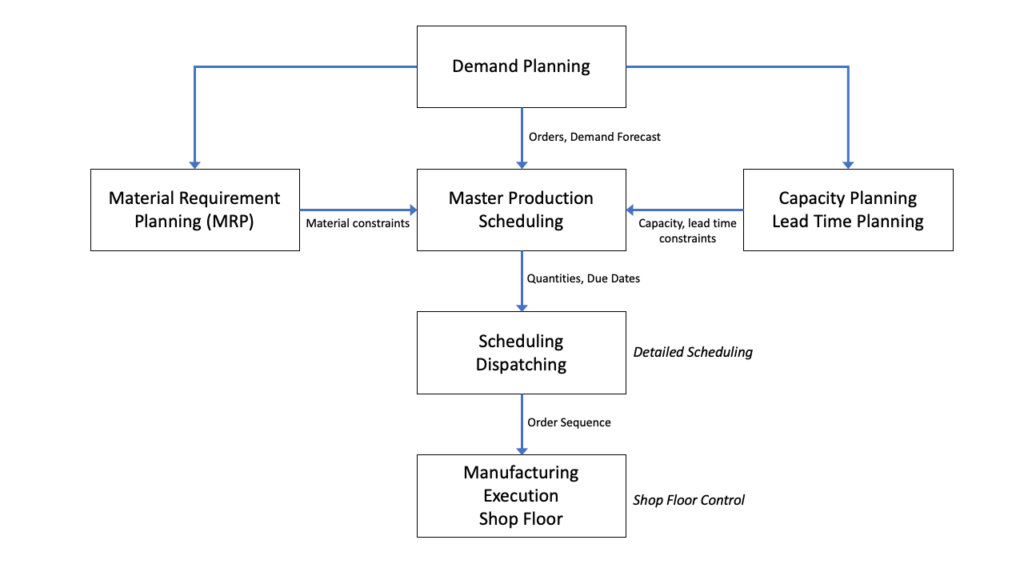
A question that occurs regularly in supply chain management (SCM) involves Rough Cut Capacity Planning (RCCP) versus Master Production Scheduling (MPS) and how are they connected? The elixirs provide the typical “cookbookish” answers: RCCP develops a tactical plan in monthly buckets working with aggregated demand and high-level capacity, MPS is an operational plan in weekly buckets with detailed demand. Scheduling gets a hand wave (daily, production orders, customer orders). They often note this is the hardest step in the journey. Information of some, but limited value. The elixirs fail to provide the critical insight for success: this is the wrong question. RCCP, MRP (material resource planning), MPS, et al are old terms (see Figure 1 and presentation by Prof. Uzsoy) that come from a time where computing was done with punch cards and are no longer best practices. In the middle 1990s best practices, taking advantage of advances in computational horsepower, aligned with business needs (capacity planning, central planning, and guidance/schedule/dispatch) instead of computational feasibility. As Prof. John Milne observed, for a given set of demands there are two primary business questions: (a) which demand can I meet when or (b) what do I need to do to meet all of this demand.
Figure 1: Prof. Horst Zisgen’s Representation of Classical Planning and Scheduling Hierarchy
What is Central Planning and Central Planning Engine?
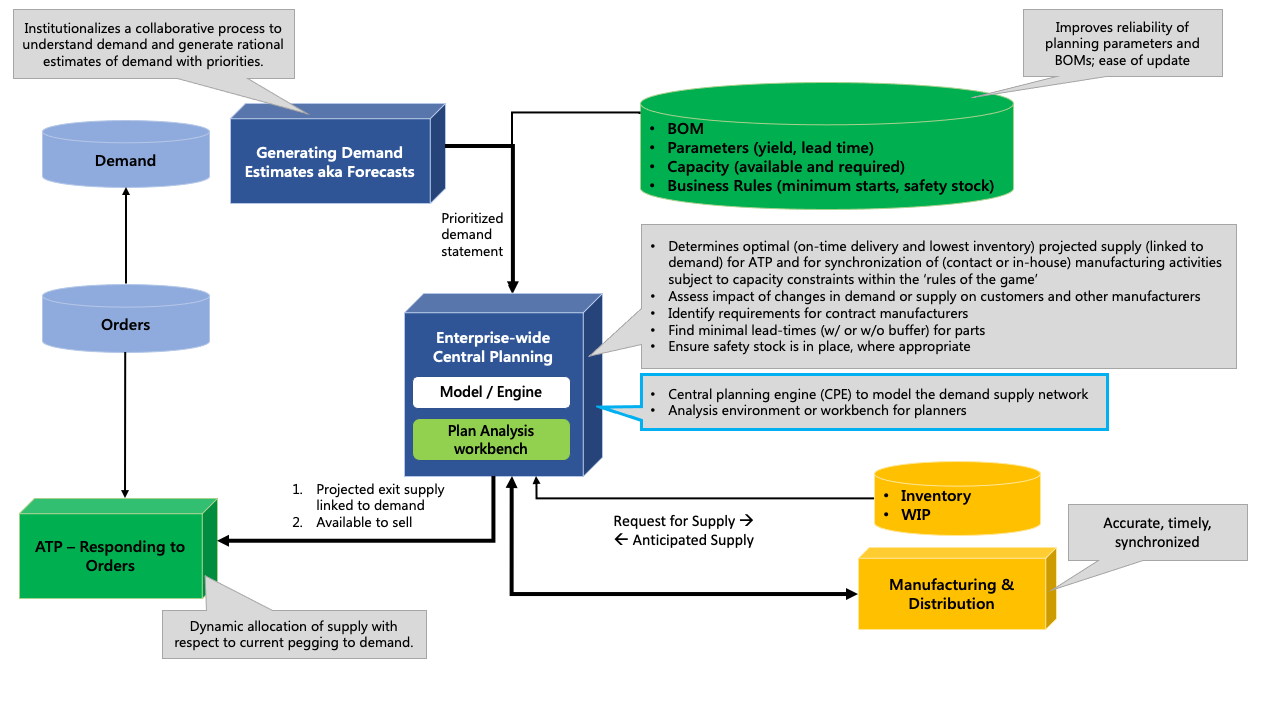
Central Planning is focused on understanding the impact of the estimated demand on the network to acquire, produce, and deliver exit products to customers. The core computation involves matching assets with demand (MAD) to assess the impact, synchronize the activities of the firm, assess if demand can be met on time, create a projected supply line in support of each demand, and support the ability to identify potential weaknesses in the network and actions to take to “repair” the plan. The two dominant technologies are rule-based navigation of the demand-supply network and mixed-integer linear programming. Central Planning is detailed in the following blogs as well practitioner and academic papers.
- Demand Planning Partner in Crime – has a detailed reference list
- Five Steps to Develop an Effective S&OP Process – Step 4: Balance Supply and Demand
- An Example of When Optimization Is Helpful in Supply or Central Planning
Figure 2 is one example of a central planning process.
Why Central Planning Instead of Alphabet Soup
History – by the middle 1990s, limitations in the piecemeal approach that used alphabet soup (AS) tools (RCCP, MPS, MRP, CRP, etc.) were well recognized, and best-in-class solutions evolved to “central planning”. This evolution is covered in Planning Production and Inventories in the Extended Enterprise. One of the first successful implementations in 1994 was IMPRESS, the latest example in 2020 is the work by Intel.
The answer to the question “why Central Planning” is illustrated with IBM’s transition from AS tools to CPE (central planning engine) that occurred in 1995 and 1996 (detailed in chapter 14 of Planning Production and Inventories in the Extended Enterprise). Before CPE, it took at least 21 days to create an end-to-end plan where various stand-alone AS tools (for example EZSIZER) woke up, pulled in data, did some modeling, and sent along model results to the next step. Typically following an explosion/implosion process. This made what-if analysis extremely difficult. IBM missioned the CPE agents of change team to be able to build end-to-end planning in 6 hours by blending optimization and heuristics. The CPE runs every day, and a plan can be generated in less than one hour across a very complex demand-supply network (DSN). If IBM Microelectronics had stayed with AS tools and incrementally enhanced them instead of the leap to CPE, it would never have been responsive enough to compete. In 2001, Nick Donofrio, IBM SR VP, Technology & Manufacturing, observed when asked about the CPE: “The ability to simultaneously respond to customers’ needs and emerging business opportunities in an intelligent, orderly manner is a survival requirement for today’s marketplace. Our customers continue to tell us that the quality of our responsiveness is as important to them as the quality of our products.”
The Versatility of Central Planning Engines (CPE)
In the modern world, CPEs easily handle different business needs. Below is a recent example:
- Days 1-28, immediate daily planning (guidance). Application inherits the current situation at the factories and demand which could be unsettled due to abrupt changes in demand or supply and find a path back to a cadence in line with business preferences.
- Days 21-70 – tactical or operational plan (folks interchange the terms) for a moderate length of time that finds a “cadence” that enables demand to be met on time, respects factory capacity and preferences, and business preferences). The ability to find this path to smooth living assumes the demand and capacity have been balanced. IF this is not true, the same model structure can be used to support what-ifs making use of optimization to find and evaluate alternatives consequences of reducing demand or enhancing capacity are clear.
- Days 1 – 500. Identifies a plan that can absorb planned interruptions (shutdowns, holidays), changes in capacity, demand, raw material supply and make clear the impact.
- Days >500. Strategic Planning.
These four business requirements can be handled with one model structure that is personalized for the business decision that needs to be supported.
This was IBM, outside of what a small firm can do.
Wrong. At the start of 1995 when the CPE project launched, IBM Micro-electronics Division (MD) was fully entrenched with its piecemeal approach, and many thought a daily CPE was impossible. No different than any other firm looking to make the transition today. Although IBM had slightly deeper pockets than a mid-size firm, this is more than offset by substantial improvements in the software available to speed development and delivery.
The requirements for success remain the same: determination of leadership and a CPE agent of change. Such teams are far easier to find in 2021 than in 1994.
Capacity Planning and Guidance/Schedule/Dispatch
What are these and why are they not part of CPE. A detailed explanation of each is outside the scope of this blog. Details of each with respect to wafer production can be found in The Semiconductor Supply Chain – Enterprise-Wide Planning Challenges. The reason they are not part of CPE is best in class CPE’s are linear and quasi-continuous in nature. True capacity is elusive.
Conclusion
Asking the question what the relationship between Rough Cut Capacity Planning (RCCP) and Master Production Scheduling (MPS) is, although understandable, the wrong question. The alphabet soup (AS) tools origin is from a time when computational limits governed all modeling and analysis. By the middle 1990s best in class SCM support transitioned to a direct focus on business needs: capacity planning, central planning, and guidance/schedule/dispatch. The right question is how best to implement central planning. Some elixirs believe this is a very difficult step. With the right team and focus, there is ample evidence this is not true. Central Planning along with Demand Management are the lynchpins of managing your demand-supply network. It is impossible to do other critical activities from promotion planning to inventory to business strategy without a quality central planning engine (CPE).
Enjoyed this post? Subscribe or follow Arkieva on Linkedin, Twitter, and Facebook for blog updates.