Summary:
If your firm has been using RCCP methods to do central planning, there is a good chance making the leap to “Warp” speed (optimization-based methods for central planning – better referred to as LP Genie methods) will generate substantial improvements in managing your demand-supply network (DSN). Unfortunately, the term optimization generates an image of an omniscient computer generating results that cannot be understood – which is wrong but often scares an organization from taking an important step in its journey. This blog identifies some key indicators when it is time to make the leap (complexity ignored but not forgotten) and guidelines on how to be successful (approach the task in stages). In fact, many of Arkieva’s clients make the leap from RCCP to LP, this is already built into ORBIT which supports all central planning methods.
Introduction
The two dominant components of supply chain management (SCM) are estimating/anticipating demand and matching assets with demand (MAD) across the decision tiers of the demand-supply network (DSN). In the middle decision tiers (tactical and operational – daily, weekly, monthly time periods across 3 months to 3 years) these activities are called demand management and central or supply planning which balance or match demand and supply. Central Planning is the control point for the flow of material within an organization and focuses on how to best meet prioritized demand and business policy without violating temporal, asset (WIP and inventory), or capacity constraints. It synchronizes the activities of the DSN and creates a projected exit supply linked to demand. Demand Management and Central planning are partners in crime.
The computational mechanism to create a central plan is a central planning engine (CPE). Different methods are successfully used at different times within the CPE to match assets with demand. There are three primary methods: Rough Cut Capacity Planning (RCCP), rule-based navigation of the DSN, and “optimization”.
The term optimization is misleading, and unfortunately conjures up images of omniscient knowledge to find true north and complexity that can never be understood but only followed. In fact, it is just a method to represent knowledge using equations and search for a solution. It is a navigation system, at is like any system a person uses to navigate from one location to another. Additionally, there are many uses and types of optimization. Optimization is a critical part of smart forecasting with machine learning and in fact, I never use the term optimization but use the term LP Genie.
The purpose of this blog is to provide some guidelines on when it is time to move from RCCP to LP Genie for your CPE as part of your organization’s journey pulling from years in the trenches and current ongoing activities with clients.
RCCP Basics
RCCP relates the manufacture of products to the consumption of key resource groups in time periods. RCCP base CPE converts the manual decision of which products to make in what quantities in what time-period to resource consumption and generates reports on demand being met on time and capacity exceeded or unused. In our example, the footwear firm makes two products: boots and sandals. Table 1 has the demand. Each product is made at the same factory. Table 2 has the available factory capacity. Table 3 has the amount of resources each product consumes per unit of production. Table 4 has the initial production starts by the planner.
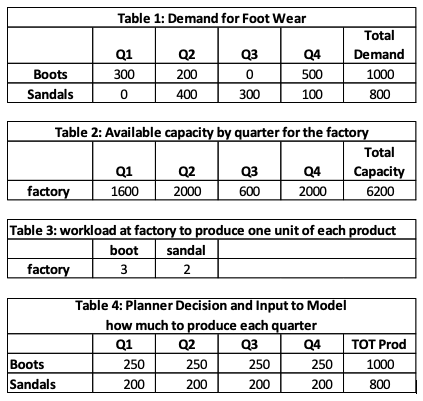
From this, the RCCP CPE will generate reports on unmet demand and capacity utilization.
When to Start Thinking about Transition from RCCP to the LP Genie.
Part 1: Complexity Ignored, but not forgotten.
Part of the development and deployment of any CPE is deciding which DSN complexity to keep in the model and which to not include. Prof. Peter Norden, the pioneer in what became SCM, referred to this as correspondence to reality. In the early stages of any successful CPE effort, the rule of thumb is when in doubt, keep it out (with reference to complexity). For this example, complexities left out are more granular time periods (weeks), more resources than just a single “factory”, alternative methods to produce a product that have different rates or use different resources, and a limited number of demand priority classes (for example must have for key customers, firm orders, and make to forecast).
How do you know when a complexity is not forgotten? There is a set of pre or post RCCP CPE activities that involve workarounds not having this complexity in the CPE. Two examples:
- To get quarterly demand there is an aggregation process across weeks and demand classes.
- After the RCCP solution, there is a post-process to assess which important demands are being met on time and to evaluate unused capacity.
Part 2: Ever-growing Search Questions.
A critical component of any central planning activity is the development of set metrics that measure the quality of the solution with respect to business objectives. Typical metrics are demand being met on time, inventory levels, avoiding the purchase of additional resources, balanced use of resources, and limiting the amount of time a product is manufactured on equipment that has yield concerns.
In RCCP often the planner starts with a plan based on a simple rule such as taking the current demand, using its preferred manufacturing method, determining the workload required to make this demand on each resource, and assuming this work will be done in the same period that the demand is due. If this plan generates a good plan that only needs a few manual tweaks. Then the additional search is not needed. However, you know complexity is not forgotten when the planner is now manually doing this or would like to do many “what ifs” by:
- exploring alternative manufacturing methods,
- moving manufacturing into other time periods,
- consistently work with demand the priority level, and /or,
- adjusting capacity.
In searching for a better solution, one must not stop because the planning period ends.
Net is if the complexity ignored continues to be part of the planning process, it is time to make the transition to the LP Genie. Complexity is relevant in day-to-day activities, best not to ignore it.
Guidelines for the Successful Transition from a CPE powered by RCCP to a CPE powered by the LP Genie.
Simply because it is time to make the transition, does not mean the transition will be successful.
Recognize the term optimization can generate three dangerous responses that can kill any chance for success.
- Fear – optimization is complicated math stuff and it is outside of the skill set of this organization. The only people that can do this successfully are those with special math skills.
- I am going to demonstrate I am smarter than optimization.
- Kids at the candy store – optimization is all-powerful and can do anything.
Each of these issues will need to be addressed with a person well skilled in the workings of LP Genie and in generating successful organizational change – an agent of change. From personal experience, each of these elements can successfully be addressed.
Fear
Every planner has strong skills in systems thinking, LP Genie is just a tool that you need to know how to use, not how to make it. It is critical the initial LP_CPE be designed to match the RCCP_CPE to build confidence in the solution. The LP_CPE does an additional search the planner would like to but does not have time to do. For example, if there are alternative manufacturing methods to make an item, initially turn this option off. Then incrementally turn them on and observe how the solution changes.
Smarter
Work with this expert to either incorporate the complexity into the LP_CPE or decide it is initially not needed.
Candy Store
- Create examples to make clear the LP_CPE cannot overcome limitations on capacity.
- Limit the additional complexities permitted into the new CPE. For example:
- If demand priorities are important, limit the number of groups to 2 or 3.
- If unmet demand is carried forward in time, avoid the complexity of tracking the amount of lateness if possible.
- Initially use approximations of manufacturing time lost due to changeovers.
- Stay away from daily buckets, stay with weeks.
- Beware of the slippery slope from being a planning tool to a daily scheduling tool.
Other Guidelines:
- As much as success is dependent on the software, it is critical to have an experienced guide in this transition.
- Secure your data supply line. Much of the data you need already exists from your RCCP_CPE effort. Some new data will be needed. Do not underestimate this work.
- Have the application be able to take in user preference decisions on key items such as production starts, limiting manufacturing method options.
- The application should be able to “turn off” some complexity and see what results are generated. For example, one option might be making the capacity available unconstrained.
Some of the upsides of the LP Genie are covered in the following material:
- Best Fit Plans in SCM with optimization
- When Optimization Can be Helpful
- ON-DEMAND WEBINAR- Should I Optimize My Supply Chain Planning?
- IBM Blends Heuristics and Optimization
- Inaugural State of Mathematical Optimization Report
Conclusion
If your firm has been using RCCP based CPE to do central planning, there is a good chance making the leap to “Warp” speed (LP-based CPE – aka optimization) will generate substantial improvements in managing your demand-supply network (DSN). An indication that it is time to change is when the complexity ignored is not forgotten. From our experience questions about the use of demand priorities, the ability to build ahead to meet demand, and what the best alternative manufacturing methods are best to use are clear indicators. A second is the planner can identify more alternative solutions than they have time to explore. Simply because there is a need to make the leap does not mean it is successful. Some guidelines have been provided. We could summarize them as add complexity in stages and ensure you have an experienced guide who can operate as a planner and an optimization expert (not easy to find). The term optimization can conjure images of an omniscient algorithm that is impossible to understand. In fact, it is just a tool. Many of Arkieva’s clients make the leap from RCCP to LP, this is already built into ORBIT which supports all central planning methods.
Enjoyed this post? Subscribe or follow Arkieva on Linkedin, Twitter, and Facebook for blog updates.
 About the Author: Dr. Ken Fordyce
About the Author: Dr. Ken Fordyce
Before joining Arkieva, he had a very successful 36-year career with IBM, much of it in all aspects of supply chain (to use Intel’s Karl Kempf’s preferred term – demand-supply networks) for IBM Microelectronics Division (MD). During this period, MD was a Fortune 100-size firm by itself. Fordyce was part of the teams that altered the landscape of best-practices – receiving three IBM Outstanding Technical Achievement Awards, AAAI Innovative Application Award, and INFORMS Edelman Finalist (twice) and Wagner (winner). He writes and often speaks about the “ongoing challenge,” both to practitioners and academics. In his free time, Dr. Fordyce enjoys writing programs in APL2 while running sprints.
 About the Author: Jonathan Shelly
About the Author: Jonathan Shelly
Jonathan Shelly joined Arkieva in 2018, he currently works directly with clients as an implementation consultant on all aspects of demand and supply Management from the configuration of client data to full integration into the day-to-day SCM processes. His specialty areas are segmentation analysis, statistical forecasting, and rough-cut capacity planning. Prior to Arkieva Jonathan worked within procurement for such companies as DuPont and Chemours with experience in SAP systems.