In any supply chain, matching supply assets to the demand in a consistent, reliable and profitable manner is a key requirement. Done effectively, it can lead to higher revenue, lower costs, alignment with company objectives, timely decision making and job satisfaction with the planner. The difficulty in creating a well-balanced supply plan, especially with constantly changing environmental and business factors, has led organizations to adopt computer-based planning processes.
Some key benefits of an automated supply planning process are:
- Optimizing profits and margins while meeting demand
- Overall costs reduction
- Effective utilization of resources (assets and key raw materials)
- Planning for worst-case scenarios
- Reducing the inherent risks of error associated with manual processes
One technique that can be used to automate the supply planning process is a rules-based approach. The rules-based solution uses a heuristics algorithm that follows a sequence of rules to honor distribution, material and capacity requirements. This makes the decision-making process fast, effective and intuitive.
Creating the rules is a collaborative process involving people from the commercial, operations, contract manufacturers and logistics teams.
There are three key aspects to consider when creating rules:
- Decisions
- What quantity of finished product to ship from which factory/DC to which customer on what date using what route?
- What quantity of finished product to produce in which factory on what date?
- Objectives
- Meet demand as early as possible considering the demand priorities (e.g., orders, forecast) and customer priorities (e.g., strategic customers or not)
- Reach inventor targets
- Constraints
- Which product can be moved between two network nodes?
- What is the lead time between the two nodes?
- What can be produced where?
- What is the shipment lot size?
Once the set of rules are developed, they can be modeled as either ‘HARD’ or ‘SOFT’. A HARD rule will always be satisfied while a SOFT rule will be satisfied as much as possible. Below are some examples of rules created on different decision variables while satisfying the model objectives and constraints.

Click to enlarge
The next step is to sequence the rules. The sequence determines:
- Satisfying orders vs forecasts
- Meeting customer demand vs replenishing inventory targets
- Consuming on hand inventory vs scheduling production
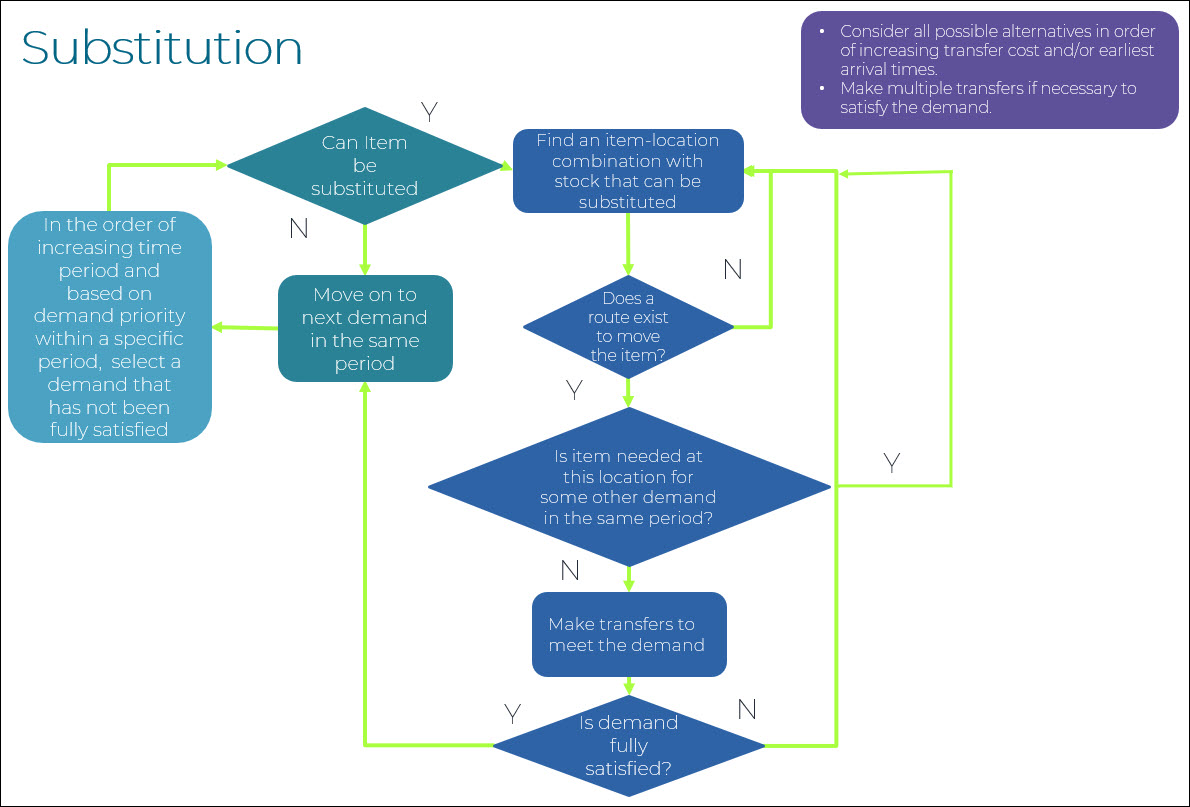
- Consuming primary stock vs alternates
Click to enlarge

Click to enlarge
Click to enlarge
Rules-based supply planning can be effective when there are not too many ‘where, when and how’ choices (e.g., only one plant can make a product, raw materials are single-sourced, etc.). It is also well suited for large scale tactical decision making in the medium term (about 3 – 6 months).
For companies that have many supply choices in the system, such as where, when and how to manufacture or how to allocate limited raw material supply, optimization-based planning is a better option, especially when the planning horizon is medium to long term (6 months to 5 years).
A much simpler solution is rough cut capacity planning (RCCP), where the planner makes the decision on how to align key assets with the demand. This is typically done at an aggregate level and in monthly buckets over the medium horizon (6 – 18 months.
The key is to choose a tool that can combine these options into one solution that is tailored for your supply chain. Interested in learning more? Register for our upcoming webinar on Wednesday July 13 at 11 am ET.






